

拉弯,作为一种重要的金属成形工艺,在现代制造业中扮演着不可或缺的角色。它通过将金属板材、管材和型材弯曲成特定曲率、形状和尺寸,赋予材料新的几何形态,满足了从日常生活到尖端工业的多样化需求。
拉弯工艺的核心在于通过施加轴向拉力与弯矩的复合作用,使金属型材沿模具发生塑性变形。其独特的优势在于能显著减小工件成形后的回弹,从而保证高精度的弯曲效果,这在航空、航天、汽车制造及轨道交通等对精度和强度要求极高的领域尤为重要。
拉弯工艺在原理上区别于传统的纯弯曲。普通弯曲方法在制造长度大、相对弯曲半径大的工件时,由于工件大部分区域处于弹性变形状态,成形后会产生很大的回弹,导致精度难以保证。拉弯工艺通过预拉伸、弯曲和补拉三个典型阶段,使工件横截面全部处于塑性变形应力范围,从而有效控制回弹。材料的变形区内,横断面中间存在一个称为“中性层”的部分,其两侧金属分别受拉应力和压应力作用。
从工艺特点上,拉弯可分为压弯、滚弯和拉弯。压弯是最常用的方法,利用机械压力机或液压机进行。滚弯则多使用卷板机,通过调节辊子位置对板材进行连续弯曲,适合加工圆柱面、圆锥面等。而对于精度要求高、长度和曲率半径大的弯曲件,则需采用专用拉弯机。在这种工艺中,材料全部厚度受拉应力,仅产生伸长变形,弹复小,精度易于保证。此外,根据成形温度的不同,还可分为冷拉弯和热拉弯,后者如感应加热拉弯,用于改善难变形材料的成形性能。
在实际生产中,拉弯加工遵循一套严谨的工艺流程以确保成品质量。以铝型材拉弯为例,典型流程包括:
来料检查:严格检查型材的截面尺寸、平直度、长度和表面质量。
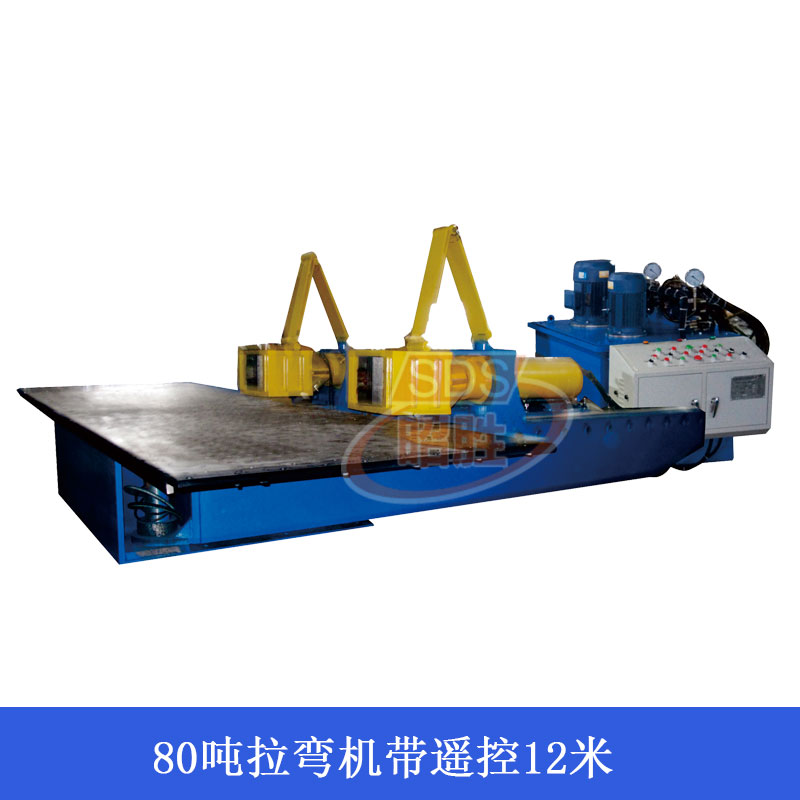
预拉弯:在拉弯机上,利用模具和夹头,通过控制拉弯力、包角等参数对毛坯进行初步成形。
修整与检验:对预成形件进行平面度、角度等检验,必要时使用三辊滚弯机辅助修整。
热处理与补拉弯:对于铝合金等材料,需在特定温度下(如淬火后)进行补拉弯,以最终达到设计形状和尺寸精度。
拉弯工艺因其独特优势,在众多关键领域发挥着重要作用。
航空航天:拉弯用于制造飞机机身框、肋缘条、桁条等关键骨架零件,其精度直接影响飞行器的气动外形和结构安全。
汽车制造:在轻量化趋势下,拉弯大量用于加工车身结构、保险杠等中空铝型材弯曲件,在保证抗冲击强度的同时有效减重。
轨道交通与建筑:高铁、地铁的车体结构,以及建筑中造型独特的弧形构件,也离不开拉弯工艺的支持。
拉弯技术正朝着自动化、智能化方向持续演进。伺服数控拉弯机的应用提升了生产效率和精度。同时,针对高强材料和复杂空间结构零件的成形需求,拉弯工艺正与喷丸成形、热成形等先进技术相结合,不断拓展其工艺边界,以满足制造业日益严苛的精密制造需求。